все категории













OEM-производитель алюминиевого литья под давлением
Описание продукта
Описание продукта: \ n \ n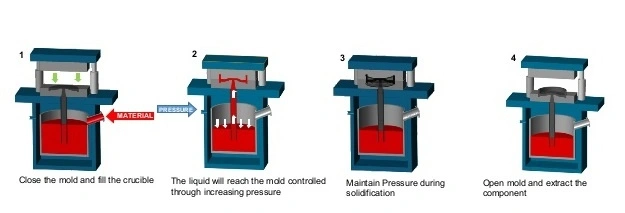 \ n Литье под давлением - это процесс литья металла, который характеризуется вытеснением расплавленного металла под высоким давлением в полость формы. Полость пресс-формы создается с помощью двух штампов из закаленной инструментальной стали, которым придана форма и которые в процессе работы работают аналогично пресс-форме для литья под давлением. Большинство отливок под давлением изготавливается из цветных металлов, особенно из цинка, меди, алюминия, магния, свинца, олова и сплавов на основе олова. В зависимости от типа отливаемого металла используется машина с горячей или холодной камерой. \ NЛитьевое оборудование и металлические штампы сопряжены с большими капитальными затратами, что, как правило, ограничивает процесс крупносерийным производством. Изготовление деталей с использованием литья под давлением относительно просто и включает всего четыре основных этапа, что позволяет снизить дополнительные затраты на единицу продукции. Он особенно подходит для большого количества отливок малого и среднего размера, поэтому литье под давлением дает больше отливок, чем любой другой процесс литья. [1] Отливки под давлением характеризуются очень хорошей обработкой поверхности (по стандартам литья) и стабильностью размеров. \ N
\ n Литье под давлением - это процесс литья металла, который характеризуется вытеснением расплавленного металла под высоким давлением в полость формы. Полость пресс-формы создается с помощью двух штампов из закаленной инструментальной стали, которым придана форма и которые в процессе работы работают аналогично пресс-форме для литья под давлением. Большинство отливок под давлением изготавливается из цветных металлов, особенно из цинка, меди, алюминия, магния, свинца, олова и сплавов на основе олова. В зависимости от типа отливаемого металла используется машина с горячей или холодной камерой. \ NЛитьевое оборудование и металлические штампы сопряжены с большими капитальными затратами, что, как правило, ограничивает процесс крупносерийным производством. Изготовление деталей с использованием литья под давлением относительно просто и включает всего четыре основных этапа, что позволяет снизить дополнительные затраты на единицу продукции. Он особенно подходит для большого количества отливок малого и среднего размера, поэтому литье под давлением дает больше отливок, чем любой другой процесс литья. [1] Отливки под давлением характеризуются очень хорошей обработкой поверхности (по стандартам литья) и стабильностью размеров. \ N \ п
\ п
\ п Материал и твердость матрицы и компонентов для различных литых металлов
Материал и твердость матрицы и компонентов для различных литых металлов
 Преимущества и недостатки: \ nОтличная точность размеров (зависит от материала отливки, но обычно 0,1 мм для первых 2,5 см (0,004 дюйма для первого дюйма) и 0,02 мм для каждого дополнительного сантиметра (0,002 дюйма для каждого дополнительного дюйма). (Ra 1-2,5 микрометра или 0,04-0,10 тыс. Среднеквадр.). Более тонкие стенки можно отливать по сравнению с литьем из песка и постоянной формы (приблизительно 0,75 мм или 0,030 дюйма). Можно отливать вставки (например, резьбовые вставки, нагревательные элементы и высокопрочные опорные поверхности). Снижает или исключает вторичные операции механической обработки. Быстрая производительность. Предел прочности при литье до 415 мегапаскалей (60 тыс. фунтов на кв. дюйм). Литье металлов с низкой текучестью. Основным недостатком литья под давлением являются очень высокие капитальные затраты . Как необходимое литейное оборудование, так и штампы и связанные с ними компоненты очень дороги по сравнению с большинством других процессов литья. Поэтому, чтобы сделать литье под давлением экономичным процессом, необходим большой объем производства. Другие недостатки В отличие от этого, процесс ограничен металлами с высокой текучестью, а вес отливки должен составлять от 30 грамм (1 унция) до 10 кг (20 фунтов). [примечание 3] [10] В стандартном процессе литья под давлением окончательное литье будет имеют небольшую пористость. Это предотвращает любую термическую обработку или сварку, потому что тепло вызывает расширение газа в порах, что вызывает микротрещины внутри детали и отслаивание поверхности. [4] Таким образом, связанный с этим недостаток литья под давлением является то, что оно применяется только для деталей, мягкость которых приемлема. Детали, требующие упрочнения (закалкой или цементированием) и отпуска, не отливаются в штампы. \ N \ n
Преимущества и недостатки: \ nОтличная точность размеров (зависит от материала отливки, но обычно 0,1 мм для первых 2,5 см (0,004 дюйма для первого дюйма) и 0,02 мм для каждого дополнительного сантиметра (0,002 дюйма для каждого дополнительного дюйма). (Ra 1-2,5 микрометра или 0,04-0,10 тыс. Среднеквадр.). Более тонкие стенки можно отливать по сравнению с литьем из песка и постоянной формы (приблизительно 0,75 мм или 0,030 дюйма). Можно отливать вставки (например, резьбовые вставки, нагревательные элементы и высокопрочные опорные поверхности). Снижает или исключает вторичные операции механической обработки. Быстрая производительность. Предел прочности при литье до 415 мегапаскалей (60 тыс. фунтов на кв. дюйм). Литье металлов с низкой текучестью. Основным недостатком литья под давлением являются очень высокие капитальные затраты . Как необходимое литейное оборудование, так и штампы и связанные с ними компоненты очень дороги по сравнению с большинством других процессов литья. Поэтому, чтобы сделать литье под давлением экономичным процессом, необходим большой объем производства. Другие недостатки В отличие от этого, процесс ограничен металлами с высокой текучестью, а вес отливки должен составлять от 30 грамм (1 унция) до 10 кг (20 фунтов). [примечание 3] [10] В стандартном процессе литья под давлением окончательное литье будет имеют небольшую пористость. Это предотвращает любую термическую обработку или сварку, потому что тепло вызывает расширение газа в порах, что вызывает микротрещины внутри детали и отслаивание поверхности. [4] Таким образом, связанный с этим недостаток литья под давлением является то, что оно применяется только для деталей, мягкость которых приемлема. Детали, требующие упрочнения (закалкой или цементированием) и отпуска, не отливаются в штампы. \ N \ n \ nПочему выбирают нас? \ n \ nВ Китае у нас более 13 лет опыта работы с иностранными компаниями для иностранных компаний.Китайский производитель в Циндао, а не торговая компанияКонкурентоспособная цена и хорошее обслуживаниеПройдено ISO / SGSПрименение: автомобильная промышленность, медицинское оборудование, электроника, игрушки, мебель, индустрия и т. д. Наша продукция: \ n \ n1. автозапчасти, классические автозапчасти \ n \ n2. детали машин, корпус насоса, детали двигателя, цилиндры, поршни, корпус трансмиссии. \ n \ n3. детали посуды, детали кухонной посуды. \ n \ n4. части медицинского оборудования, корпус, приборный корпус, двутавр, корпус и т. д. \ n \ n5. Запчасти для велосипедов и мотоциклов, запчасти для спортивного инвентаря, корпуса, чехлы, радиаторы. \ N \ nНаша политика: \ nИнновационные разработки и технические разработки \ n \ nВысокий уровень знаний \ n \ nВысокое качество \ n \ nСвоевременная доставка в соответствии с потребностями клиентов \ п
\ nПочему выбирают нас? \ n \ nВ Китае у нас более 13 лет опыта работы с иностранными компаниями для иностранных компаний.Китайский производитель в Циндао, а не торговая компанияКонкурентоспособная цена и хорошее обслуживаниеПройдено ISO / SGSПрименение: автомобильная промышленность, медицинское оборудование, электроника, игрушки, мебель, индустрия и т. д. Наша продукция: \ n \ n1. автозапчасти, классические автозапчасти \ n \ n2. детали машин, корпус насоса, детали двигателя, цилиндры, поршни, корпус трансмиссии. \ n \ n3. детали посуды, детали кухонной посуды. \ n \ n4. части медицинского оборудования, корпус, приборный корпус, двутавр, корпус и т. д. \ n \ n5. Запчасти для велосипедов и мотоциклов, запчасти для спортивного инвентаря, корпуса, чехлы, радиаторы. \ N \ nНаша политика: \ nИнновационные разработки и технические разработки \ n \ nВысокий уровень знаний \ n \ nВысокое качество \ n \ nСвоевременная доставка в соответствии с потребностями клиентов \ п \ nПАКЕТ: \ n
\ nПАКЕТ: \ n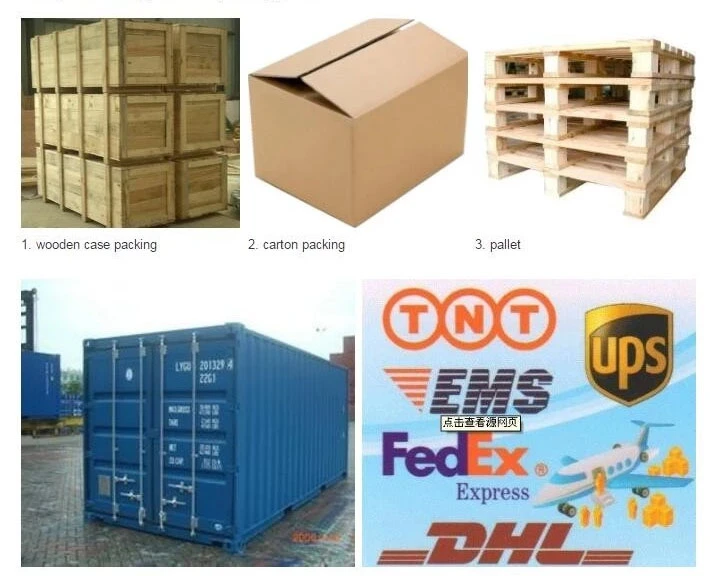 \ nТранспорт: \ n
\ nТранспорт: \ n \ п \ п
\ п \ п
\ n Литье под давлением - это процесс литья металла, который характеризуется вытеснением расплавленного металла под высоким давлением в полость формы. Полость пресс-формы создается с помощью двух штампов из закаленной инструментальной стали, которым придана форма и которые в процессе работы работают аналогично пресс-форме для литья под давлением. Большинство отливок под давлением изготавливается из цветных металлов, особенно из цинка, меди, алюминия, магния, свинца, олова и сплавов на основе олова. В зависимости от типа отливаемого металла используется машина с горячей или холодной камерой. \ NЛитьевое оборудование и металлические штампы сопряжены с большими капитальными затратами, что, как правило, ограничивает процесс крупносерийным производством. Изготовление деталей с использованием литья под давлением относительно просто и включает всего четыре основных этапа, что позволяет снизить дополнительные затраты на единицу продукции. Он особенно подходит для большого количества отливок малого и среднего размера, поэтому литье под давлением дает больше отливок, чем любой другой процесс литья. [1] Отливки под давлением характеризуются очень хорошей обработкой поверхности (по стандартам литья) и стабильностью размеров. \ N \ пProduct Specifications: | |
| Material: | Aluminum, A380, A356, ADC12, AlSi10Mg, 104, 102 etc. |
| Dimension: | According to the drawing or sample |
| Standard: | DIN GB ISO JIS BA ANSI |
| Casting equipment: | 80T/160T/250T/300T/500Tcasting machine,Sand blasting machine,5T electri stove,Metallographic detector,Independent mould manufacturing |
| Production Process: | Polish/Sand Blast/EDM/Milling/Texture/Grind/Pre-Treatment/Quenching/Lathe/Wire Cut/Annealing/Temper etc. |
| Equipment of Casting: | 1. High pressure die casting machining:125T/180T/250T/280T/500T/800T/1250T 2. Gravity casting machine: 5 production lines 3. Low pressure die casting machining: 1 production line 4. Sand casting machine: 6 production lines 5. Degassing equipment and opportunities to refine the material 6. Machining: 5Sets CNC Machines;3 sets Milling machines; 3 setsTurning machines; 10 sets drill and tap machines |
Материал и твердость матрицы и компонентов для различных литых металлов| Die component | Cast metal | |||||
| Tin, lead & zinc | Aluminium & magnesium | Copper & brass | ||||
| Material | Hardness | Material | Hardness | Material | Hardness | |
| Cavity inserts | P20 | 290-330 HB | H13 | 42-48 HRC | DIN 1.2367 | 38-44 HRC |
| H11 | 46-50 HRC | H11 | 42-48 HRC | H20, H21, H22 | 44-48 HRC | |
| H13 | 46-50 HRC | |||||
| Cores | H13 | 46-52 HRC | H13 | 44-48 HRC | DIN 1.2367 | 40-46 HRC |
| DIN 1.2367 | 42-48 HRC | |||||
| Core pins | H13 | 48-52 HRC | DIN 1.2367 prehard | 37-40 HRC | DIN 1.2367 prehard | 37-40 HRC |
| Sprue parts | H13 | 48-52 HRC | H13 DIN 1.2367 | 46-48 HRC 44-46 HRC | DIN 1.2367 | 42-46 HRC |
| Nozzle | 420 | 40-44 HRC | H13 | 42-48 HRC | DIN 1.2367 H13 | 40-44 HRC 42-48 HRC |
| Ejector pins | H13 | 46-50 HRC | H13 | 46-50 HRC | H13 | 46-50 HRC |
| Plunger shot sleeve | H13 | 46-50 HRC | H13 DIN 1.2367 | 42-48 HRC 42-48 HRC | DIN 1.2367 H13 | 42-46 HRC 42-46 HRC |
| Holder block | 4140 prehard | ~300 HB | 4140 prehard | ~300 HB | 4140 prehard | ~300 HB |
Преимущества и недостатки: \ nОтличная точность размеров (зависит от материала отливки, но обычно 0,1 мм для первых 2,5 см (0,004 дюйма для первого дюйма) и 0,02 мм для каждого дополнительного сантиметра (0,002 дюйма для каждого дополнительного дюйма). (Ra 1-2,5 микрометра или 0,04-0,10 тыс. Среднеквадр.). Более тонкие стенки можно отливать по сравнению с литьем из песка и постоянной формы (приблизительно 0,75 мм или 0,030 дюйма). Можно отливать вставки (например, резьбовые вставки, нагревательные элементы и высокопрочные опорные поверхности). Снижает или исключает вторичные операции механической обработки. Быстрая производительность. Предел прочности при литье до 415 мегапаскалей (60 тыс. фунтов на кв. дюйм). Литье металлов с низкой текучестью. Основным недостатком литья под давлением являются очень высокие капитальные затраты . Как необходимое литейное оборудование, так и штампы и связанные с ними компоненты очень дороги по сравнению с большинством других процессов литья. Поэтому, чтобы сделать литье под давлением экономичным процессом, необходим большой объем производства. Другие недостатки В отличие от этого, процесс ограничен металлами с высокой текучестью, а вес отливки должен составлять от 30 грамм (1 унция) до 10 кг (20 фунтов). [примечание 3] [10] В стандартном процессе литья под давлением окончательное литье будет имеют небольшую пористость. Это предотвращает любую термическую обработку или сварку, потому что тепло вызывает расширение газа в порах, что вызывает микротрещины внутри детали и отслаивание поверхности. [4] Таким образом, связанный с этим недостаток литья под давлением является то, что оно применяется только для деталей, мягкость которых приемлема. Детали, требующие упрочнения (закалкой или цементированием) и отпуска, не отливаются в штампы. \ N \ n \ nПочему выбирают нас? \ n \ nВ Китае у нас более 13 лет опыта работы с иностранными компаниями для иностранных компаний.Китайский производитель в Циндао, а не торговая компанияКонкурентоспособная цена и хорошее обслуживаниеПройдено ISO / SGSПрименение: автомобильная промышленность, медицинское оборудование, электроника, игрушки, мебель, индустрия и т. д. Наша продукция: \ n \ n1. автозапчасти, классические автозапчасти \ n \ n2. детали машин, корпус насоса, детали двигателя, цилиндры, поршни, корпус трансмиссии. \ n \ n3. детали посуды, детали кухонной посуды. \ n \ n4. части медицинского оборудования, корпус, приборный корпус, двутавр, корпус и т. д. \ n \ n5. Запчасти для велосипедов и мотоциклов, запчасти для спортивного инвентаря, корпуса, чехлы, радиаторы. \ N \ nНаша политика: \ nИнновационные разработки и технические разработки \ n \ nВысокий уровень знаний \ n \ nВысокое качество \ n \ nСвоевременная доставка в соответствии с потребностями клиентов \ п \ nПАКЕТ: \ n \ nТранспорт: \ n \ п \ п
\ п \ п Группа Продуктов : Литье деталей > ЛИТЬЕ ПОД ДАВЛЕНИЕМ
Premium Related Products









Другие продукты



Горячие продукты
Резиновый подшипник с водяной смазкой на основе безрезного подшипника, безмасляная скользящая втулка с PTFE + стальной основой, втулка DU серии SF-1FAW Втулка шкворня прецизионной POM Втулка пальца PVB020X Бронзовые пальцы и втулки OEM-производительСтандартная пластина JIS / DIN / упорная шайба плоского фланца с маслом скользящая упорная шайбанаправляющая втулка шарикового подшипника, шариковые обоймы фиксатора шарика, шарикоподшипникиВтулка подшипника с фланцем DU, втулка из композитного материала DU, подшипник с метрической втулкой DUФланцевый подшипник из ПОМ, втулка LFX, подшипник с фланцевой втулкой DXВтулка из нержавеющей стали SS304, втулка подшипника из нержавеющей стали SS316, подшипник скольжения SF-1S сухого типаВтулка крутящего момента, биметаллические втулки для грузовика AMW, втулка подшипника тележкиSO # 50 SP2 Бронзовые пластины, Производитель масляных пластин скольжения, FPLB20-305-05 Бронзовые пластины с графитомЗавод бронзовых подшипников, поставщик бронзовых втулок, фланцевые бронзовые втулки из CuSn8подшипник из марганцевой бронзы, подшипниковая втулка SPB506060, подшипник втулки масляной втулкиМедная втулка BPW, бронзовый подшипник оси BPW, поставщик подшипников-втулок BPWБронзовая втулка MBZ, Разъемный бронзовый подшипник, Поставщик бронзовых подшипников скольженияВысококачественная бронзовая опорная колодка, скользящие пластины с графитовым маслом, безмасляные износостойкие пластины # 500Высококачественный подшипник из литой бронзы, подшипник втулки из литой бронзы с канавками, производитель втулок из литой латуниБронзовая втулка Oiles, Производитель подшипников из литой бронзы, Бронзовая втулка без масла